How to Evaluate CFS Panel Fabricators for Multifamily Construction
By Carlos Ferreira · April 7, 2026
How to Evaluate CFS Panel Fabricators for Multifamily Construction
A Licensed PE’s Guide to Selecting the Right Cold-Formed Steel Partner for Mid-Rise Residential Projects
AAC Steel Engineering Team | April 2026 | aacsteel.com
Introduction: Why Your Fabricator Choice Matters
Cold-formed steel (CFS) framing has become the structural backbone of mid-rise multifamily construction across the Northeast. Projects ranging from 4-story affordable housing to 8-story mixed-use buildings now routinely specify CFS load-bearing wall panels, and for good reason: CFS delivers noncombustible Type IIB construction, dimensional stability, and faster enclosure timelines than wood or cast-in-place concrete.
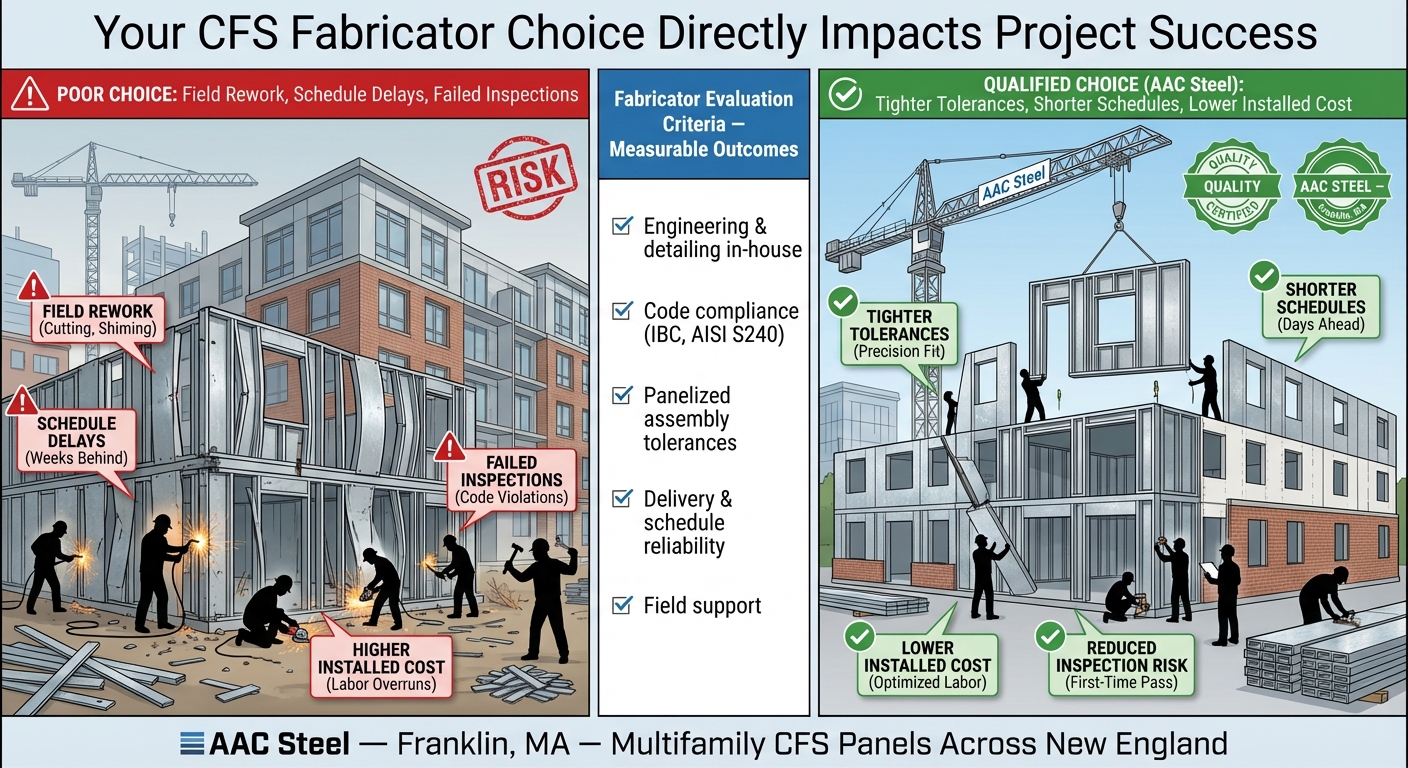
But the performance of any CFS-framed building depends on the fabricator behind it. A qualified CFS panel fabricator does far more than roll steel. They engineer, detail, manufacture, and deliver panelized wall assemblies that must meet tight tolerances, code requirements, and project schedules. Choosing the wrong partner leads to field rework, schedule delays, and structural risk.
AAC Steel, based in Franklin, MA, fabricates CFS load-bearing and curtain wall panels for multifamily projects throughout New England. This article draws on our project experience to outline what developers, architects, and general contractors should look for when evaluating a CFS panel fabricator.
The evaluation criteria below apply whether you are building a 50-unit workforce housing project or a 200-unit market-rate development. Every item on the checklist connects to a measurable outcome: tighter tolerances, shorter schedules, lower installed cost, or reduced risk during inspections.
1. CNC Equipment and Manufacturing Precision
The first indicator of fabricator capability is the equipment on the shop floor. Look for automated CNC roll-forming lines from established manufacturers such as HOWICK or Framecad. These machines produce studs, tracks, and accessories directly from coil steel with punch patterns, web openings, and service holes pre-formed to the digital model.
At AAC Steel, our HOWICK equipment holds a CNC precision tolerance of +/-1/16 inch across every member. That level of accuracy means panels arrive on site with pre-punched utility knockouts aligned to MEP drawings, stud spacing verified before shipment, and connection points located exactly where the engineer specified.
Hand-built or semi-automated shops cannot match this consistency. When you are stacking 160,000 square feet of load-bearing panels — as AAC Steel did on a recent project in Randolph, MA — accumulated tolerance errors in field-built framing create compounding problems floor over floor.
During your fabricator evaluation, ask for a shop tour. Observe the roll-forming line in operation. Confirm that the equipment produces members from coil stock rather than pre-slit sheets, and verify that the CNC software reads directly from the engineering model. AAC Steel welcomes project teams to tour our Franklin, MA facility to see the production process firsthand.
2. BIM Integration and Digital Workflow
Modern CFS fabrication is a digital-first process. The fabricator should maintain a full BIM workflow: receiving architectural and structural models, developing 3D CFS panel models with connections and bridging, extracting shop drawings, and driving CNC machines directly from the model data.
Ask potential fabricators whether they can accept IFC or Revit models, whether they produce 3D panel models for clash detection, and whether their shop drawings are generated from the same model that drives the CNC line. A disconnected workflow — where detailing happens in 2D and fabrication is programmed separately — introduces translation errors.
AAC Steel’s BIM capability allows us to coordinate with the structural engineer of record, the MEP subcontractors, and the GC’s scheduling team before a single stud is rolled. On the Franklin, MA 230/240 East Central project, this digital coordination identified more than 40 clash issues during the modeling phase that would have required costly field modifications.
3. Engineering Credentials: PE Stamp and Design Standards
CFS panel fabrication is not merely a manufacturing activity; it is an engineering discipline. Every load-bearing panel assembly must be designed in accordance with AISI S100 (North American Specification for the Design of Cold-Formed Steel Structural Members) and AISI S240 (North American Standard for Cold-Formed Steel Structural Framing).
Your fabricator should have a licensed Professional Engineer (PE) on staff or under direct contract who stamps the shop drawings and connection details. The PE stamp means a licensed engineer has reviewed the design, verified load paths, checked deflection limits, and confirmed code compliance.
AAC Steel provides PE-stamped shop drawings for every project. Our engineering team designs panels from 14-gauge through 25-gauge steel, in depths ranging from 3-5/8 inches to 12 inches, with stud spacing at 12, 16, or 24 inches on center depending on structural requirements. This range covers everything from interior non-load-bearing partitions to exterior load-bearing shear walls in seismic or high-wind zones.
Be wary of fabricators who outsource all engineering to third parties with no oversight. The PE who stamps the drawings should understand the fabrication process, the equipment capabilities, and the field installation sequence. At AAC Steel, engineering and fabrication operate under one roof, which means the engineer who designs the connection also understands how the CNC line will produce it and how the erection crew will install it.
4. Panelized Delivery and Logistics
A true CFS panel fabricator ships completed wall assemblies — not loose studs and tracks for field assembly. Panelized delivery means walls arrive on flatbed trucks as finished units: studs attached to top and bottom tracks, bridging installed, hold-downs and straps in place, and panels labeled with location codes matching the erection drawings.
The advantages are significant. Panelized delivery reduces on-site labor by 30 to 50 percent compared to stick-built CFS framing. It compresses the framing schedule. It moves quality control from the jobsite — where weather, supervision gaps, and trade stacking create variability — into a controlled factory environment.
AAC Steel’s standard lead time is 4 to 8 weeks from approved shop drawings to delivery. For the 419 Boylston Street project in Boston, panelized delivery allowed the GC to maintain an aggressive vertical schedule on a constrained urban site with limited laydown area.
When comparing bids, look beyond the per-square-foot panel price. Factor in the labor savings from panelized delivery, the schedule compression, and the reduced general conditions cost. A fabricator who ships loose material at a lower unit price may actually increase total project cost once you account for the additional field labor, framing supervision, and inspection cycles required for stick-built assembly.
5. Factory Quality Control vs. Field-Built Framing
Factory QC is one of the strongest arguments for choosing a qualified panel fabricator. In a controlled shop environment, every panel passes through documented inspection checkpoints: member gauge verification, stud spacing measurement, fastener count and pattern, bridging attachment, and overall panel squareness.
Compare this to field-built CFS framing, where quality depends on the skill of the individual framer, the weather conditions on the day of installation, and the availability of qualified inspectors. Field-built framing is also difficult to inspect after sheathing and insulation are installed, creating hidden deficiencies.
AAC Steel’s factory QC program includes incoming material certification review, in-process dimensional checks at the CNC line, and final panel inspection before shipping. Every panel is traceable to the coil lot and production date. This documentation supports the structural engineer’s inspection requirements and simplifies the building department’s review.
Request sample QC documentation from any fabricator you are evaluating. A credible fabricator will provide mill certifications, inspection checklists, and dimensional verification records. If a fabricator cannot produce these documents, treat it as a red flag regardless of their price.
6. Diversity Certification: WBE/MBE Advantage
Many multifamily projects — especially those involving public funding, affordable housing tax credits, or municipal land disposition — carry diversity participation requirements. Working with a certified Woman Business Enterprise (WBE) or Minority Business Enterprise (MBE) fabricator allows the GC and developer to apply the CFS package toward those goals.
AAC Steel is led by Patricia Ferreira and holds WBE/MBE certification. Because CFS framing is typically one of the larger subcontract values on a multifamily project, this certification can represent a meaningful contribution to the project’s diversity spend. It is a practical advantage that costs nothing extra while satisfying compliance requirements that might otherwise require splitting scope among multiple vendors.
CFS Panel Fabricator Evaluation Checklist
| Evaluation Criteria | What to Look For | Why It Matters |
|---|---|---|
| CNC Roll-Forming Equipment | HOWICK, Framecad, or equivalent automated CNC line | Ensures +/-1/16" precision; eliminates hand-cut variability |
| BIM / 3D Modeling Capability | Accepts Revit/IFC; produces 3D panel models; drives CNC from model | Enables clash detection and digital coordination with trades |
| PE-Stamped Shop Drawings | Licensed PE reviews and stamps all shop drawings and connections | Confirms AISI S100/S240 compliance; required by most jurisdictions |
| Gauge and Size Range | 14ga-25ga steel; 3-5/8" to 12" depths; 12"/16"/24" OC spacing | Covers full range from light partitions to heavy load-bearing walls |
| Panelized Delivery | Ships completed wall assemblies, not loose material | Reduces field labor 30-50%; compresses framing schedule |
| Factory QC Program | Documented inspection at material receipt, in-process, and final | Traceable quality superior to field-built framing |
| Lead Time | 4-8 weeks from approved shop drawings | Predictable delivery supports GC scheduling |
| AISI S100/S240 Compliance | Designs to current AISI standards for CFS structural members | Code-compliant engineering for load-bearing and shear wall panels |
| WBE/MBE Certification | Certified diverse business enterprise | Supports project diversity participation requirements |
| Project References | Documented multifamily project history in your region | Confirms fabricator experience with comparable building types |
Frequently Asked Questions
- What is the typical lead time for CFS panel fabrication?
- At AAC Steel, standard lead time is 4 to 8 weeks from approved shop drawings. Complex projects with heavy engineering may require additional detailing time. Early engagement during the design phase helps compress the overall timeline.
- What gauges and sizes does AAC Steel fabricate?
- We fabricate CFS members from 14-gauge (heavy load-bearing) through 25-gauge (light interior partitions), in depths from 3-5/8 inches to 12 inches, with stud spacing options of 12, 16, or 24 inches on center.
- Does AAC Steel provide PE-stamped shop drawings?
- Yes. Every AAC Steel project includes PE-stamped shop drawings and connection details designed in accordance with AISI S100 and AISI S240 standards.
- How does panelized CFS compare to stick-built framing on cost?
- The panel material cost is modestly higher than loose material, but total installed cost is typically lower because panelized delivery reduces on-site labor by 30 to 50 percent and compresses the schedule. The GC saves on general conditions, supervision, and weather delays.
- Can AAC Steel support projects with diversity participation goals?
- Yes. AAC Steel holds WBE/MBE certification under Patricia Ferreira’s ownership, allowing GCs and developers to apply the CFS subcontract toward project diversity requirements.
- What projects has AAC Steel completed?
- Recent projects include a 160,000 SF multifamily development in Randolph, MA; the 230/240 East Central project in Franklin, MA; and 419 Boylston Street in Boston. Visit aacsteel.com for additional project information.
Conclusion
Selecting a CFS panel fabricator is a structural decision, not just a procurement decision. The fabricator’s equipment, engineering capability, BIM workflow, QC program, and logistics capacity directly affect the building’s structural integrity, schedule, and cost.
AAC Steel brings CNC precision, PE-stamped engineering, panelized delivery, factory QC, and WBE/MBE certification to every multifamily CFS project. If you are planning a mid-rise residential development in New England, contact AAC Steel at aacsteel.com to discuss your project requirements.